Настройки Cura Anet A8. Лучший профиль Anet A8 в Cura
В этой статье разберем каковы же лучшие настройки Anet A8 в Cura? Объясним наиболее важные функции и предоставим вам оптимальный профиль Anet A8 в Cura.
Программное обеспечение для нарезки Cura имеет удивительное разнообразие настроек, предоставляя опытному пользователю полный контроль над 3D печатью.
Все эти настройки могут быть полезны, есть некоторые, которые при правильной настройке приводят к улучшению работы на Anet A8 и аналогичных принтерах. Давайте рассмотрим, какие настройки дадут наиболее удовлетворительные результаты для большинства типов печати.
Температура
Контроль температуры является важным параметром 3D-печати. Это, один из самых простых настроек. Большинство производителей филаментов указывают оптимальную температуру экструзии. Настройки Cura по умолчанию, как правило хороши, хотя мы использовали обычные нити, которые требовали настроек.
Еще есть температура стола 3D принтера. Платформа, как правило, настроена на гораздо более низкую температуру, чем экструдер. Идеальная температура — это температура, при которой пластик просто размягчается — это называется температурой стеклования. Температура слоя должна способствовать адгезии к столу для 3D печати. Слишком низко и ваша модель может отклеиться от стола во время печати. Слишком высокая температура способствует деформации, особенно это касается PLA. Опять же, рекомендации производителя, как правило это 60 град, что является наилучшим общим параметром для PLA и 80 градусах для ABS.
Настройки поверхности и заполнения
Какова цель вашего проекта? В целом, конечное использование вашего изделия имеет значение. Исходя из этого нужно установить оптимальную толщину стенки и процент заполнения. Для некоторых деталей, напечатанных на 3D-принтере, нужны толстые или плотные отпечатки.
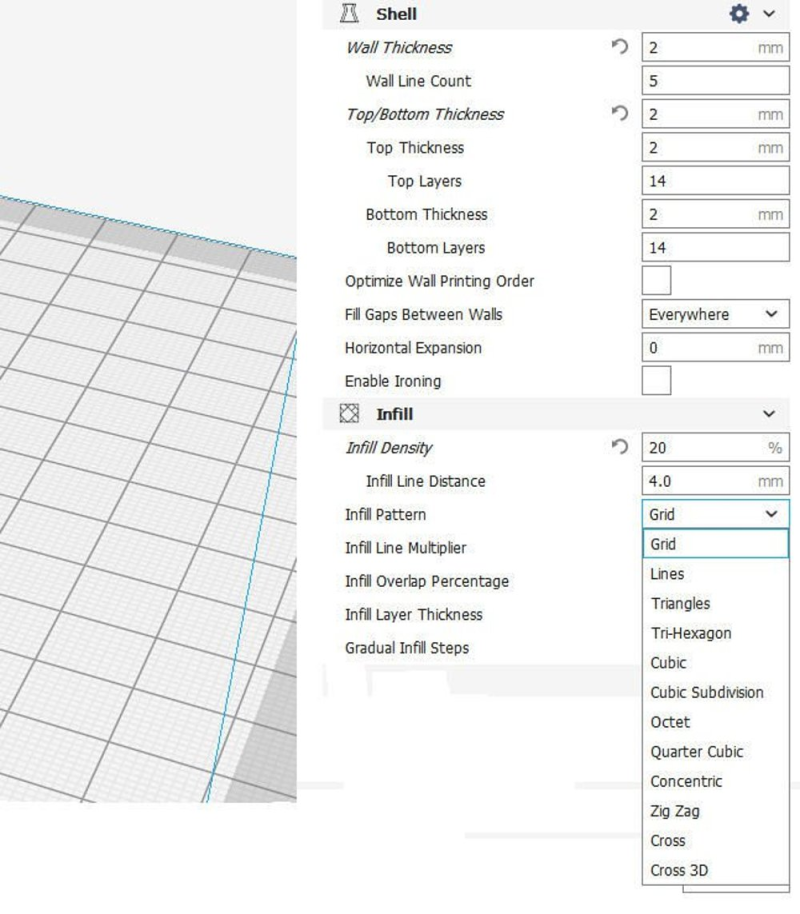
Толщина стенок регулируется настройкой Shell. Для статической статуэтки толщина корпуса от 1 до 2 мм даст достаточно прочную деталь, чтобы ее поставить на полку, не опасаясь повреждения, и не тратя много материала для 3D печати. Настройки поверхности также позволяют регулировать толщину стенки и основы. Опять же, в зависимости от функции детали, может быть рекомендовано более толстые стенка и основание.
Другой параметр — это заполнение. Заполнение, отображается в процентах и соответствует отношению пластика к воздуху внутри отпечатка. Например, ваза имеет заполнение 0 процентов, в то время как компоненты испытывающие нагрузки при эксплуатации, такие как скоба или кронштейн двигателя, может иметь заполнение 100%, что делает их более прочными.
Cura допускает не только процент материала заполнения, но и шаблон заполнения. Шаблон по умолчанию здесь — это сетка, которая, наряду с большинством других встроенных шаблонов, строит внутреннюю опорную структуру снизу вверх, накладывая одинаковые линии материала друг на друга. Другие шаблоны заполнения, например, кубические, меняют положение и расположение с каждым последующим слоем, распределяя вес и плотность по всей детали. Хотя эти «экзотические» узоры могут быть полезны, для подавляющего большинства вашей печати подойдет сетка с заполнением в 20–25% .
Скорость печати
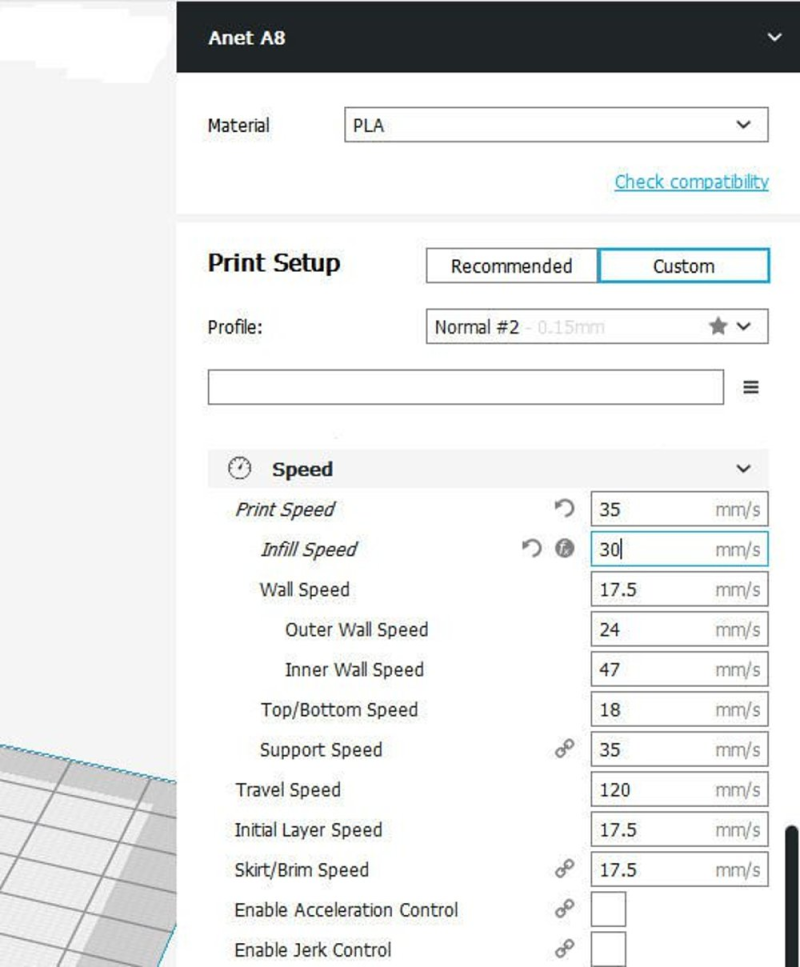
Скоростью печати разных элементов 3D модели
Насколько было бы здорово, если бы вы могли загрузить G-код в 3D принтер, нажать кнопку «Пуск» и через 5 минут получить готовое изделие. К сожалению, все не так просто.
Теоретически, скорость печати на 3D-принтере может быть намного выше, чем позволяет реальность. Некоторые машины позволяют перемещать печатающую головку со скоростью от 150 до 200 мм / сек, достигаемой на шаговых деталях. Anet A8, однако, имеет два элемента в конструкции, которые препятствуют удовлетворительным результатам при попытке высокоскоростной печати. Они оба связаны с инерцией.
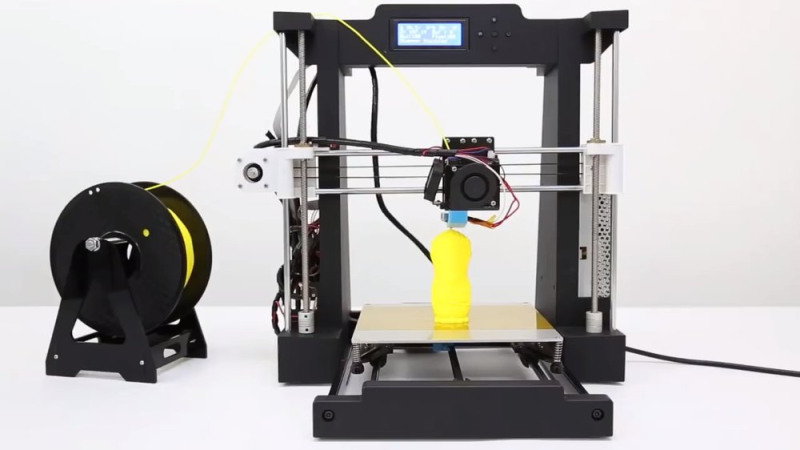
Прежде всего это акриловая рамка. Несмотря на низкую стоимость, простоту сборки и легкость (идеальный выбор для машин начального уровня), пластиковая рама A8 изгибается под высокой нагрузкой. Это изгибание отражается на чистоте поверхности напечатанной детали, образуя колебательные узоры под каждым углом на детали. Отчасти это можно смягчить, укрепив раму печатными скобками, но по большей части скорость — это враг для этого принтера.
Вторым фактором, который переносит инерцию движения в готовую деталь, является достаточно тяжелый сервопривод экструдера, который при движении на высокой скорости имеет высокую инерцию. Снова, с законами физики не поспоришь.
Поддержки
Давайте поговорим о поддержках. Посмотрим правде в глаза — никому не нравится, когда половина вашего печатного материала уходит в корзину, потому что ваша модель включает в себя выступы, которые требуют поддержек, которые будут выброшены после завершения печати.
Большинству профессионалов не очень нравится включать поддержку, требует это того или нет. Cura позволяет изменять структуру и плотность поддержки в соответствии с предпочтениями пользователя.
В целом, когда необходимо использовать опоры, следует соблюдать два правила. Создайте минимально возможный процент и как только закончите, наберитесь терпения и медленно снимите опоры.
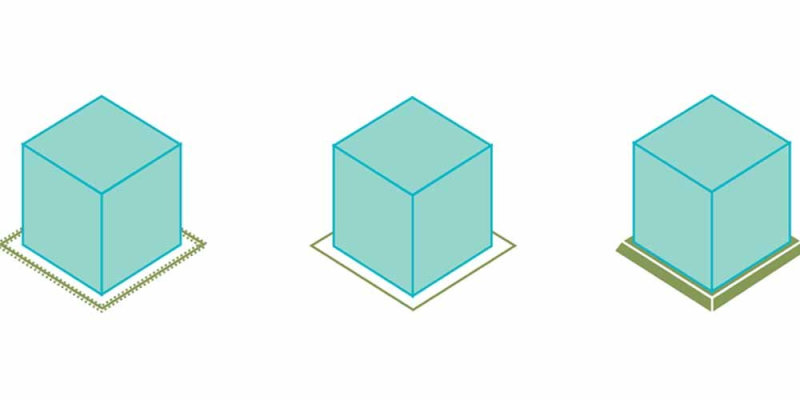
Адгезия: Рафты (плоты), юбки и бримы
Идеальной поверхности для сборки нет. Некоторым нравится наносить на чистую поверхность стола лак для волос или самоклейку, чтобы улучшить прилипание. Другие предпочитают стеклянную поверхность, покрытую малярной пленкой или специальные поверхности. В любом случае, настройки адгезии Cura очень помогут.
Настройки адгезии выполняют две важные функции. Во-первых, они заполняют печатающую головку, гарантируя, что после начала печати модели из сопла печати будет вытекать достаточно материала. Если это единственная проблема, юбка — правильная настройка. Юбка укладывает одну линию материала вокруг фактического периметра печати, даже не касаясь самой детали.
Второй выбор — это брим поднимает юбку на следующий уровень, укладывая внешний периметр, толщиной в один слой, направляясь внутрь к фактическому базовому слою модели. Его основная функция заключается в увеличении площади сцепления с надеждой предотвратить потерю детали из-за нарушения сцепления. Ширина краев может быть определена пользователем, стандартная толщина краев от 5 до 8 мм.
Третий параметр адгезии известен как рафт (плот). Рафт — это многослойная основа для печати. Он работает, чтобы улучшить адгезию, это большее значение, чтобы обеспечить опорную поверхность. Хотя над поверхностью печати всегда может быть некоторая ошибочная оценка, многочисленные слои плота поглощают ее вместе с любыми неровностями в фундаментальном матраце с идеальной поверхностью для печати. Для точных отпечатков рафт это лучший выбор. Большинство отпечатков, тем не менее, доставят больше пользы с полями в 5 мм.
Заключение
Подводя итог, приведу резюме предлагаемых настроек Cura при печати с использованием PLA:
- Толщина стенки: Начните с толщины корпуса не более 2 мм. При желании основание может быть более толстым, но стороны и верх неструктурных отпечатков не требуют столько материала, сколько вы думаете.
- Заполнение : для большинства неструктурных отпечатков заполнение, превышающее 25%, является ненужной тратой времени и материала.
- Температура . Для получения высокой температуры печати следуйте рекомендациям производителя материала. В противном случае используйте значения по умолчанию, указанные в Cura, если только вы не работаете с особенно проблемными машинами и материалами. Не бойтесь изменять настройки, только не переусердствуйте.
- Скорость печати : от 30 до 40 мм / с для моделей с обработкой, от 20 до 30 для мелких деталей и без обработки.
- Поддержки: Избегайте поддержки, когда можете. Переориентируйте свою модель перед нарезкой так, чтобы минимизировать количество опор.
- Адгезия : основание это ваша адгезионная помощь. Обычно достаточно 5-8 мм. Когда требуется точность, выберите рафт.
Это все?
Это далеко не полный список настроек печати. По мере опыта в 3D печати с использованием Cura, вы обнаружите, что есть настройки о которых вы даже не подозревали. Однако они будут нужны, когда вы достигнете следующего уровня или когда вы будете готовы попробовать свой первый отпечаток в новом материале. Помните, что для большинства из нас это хобби. Несмотря на то, что есть кривая обучения, это очень приятно, когда вы осваиваете базовый подход и готовы сделать следующий шаг.