Улучшение адгезии (прилипания) стола 3D принтера c первым слоем 3D модели
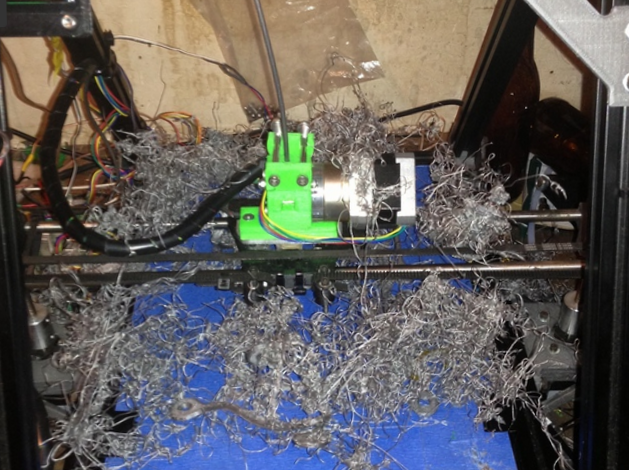
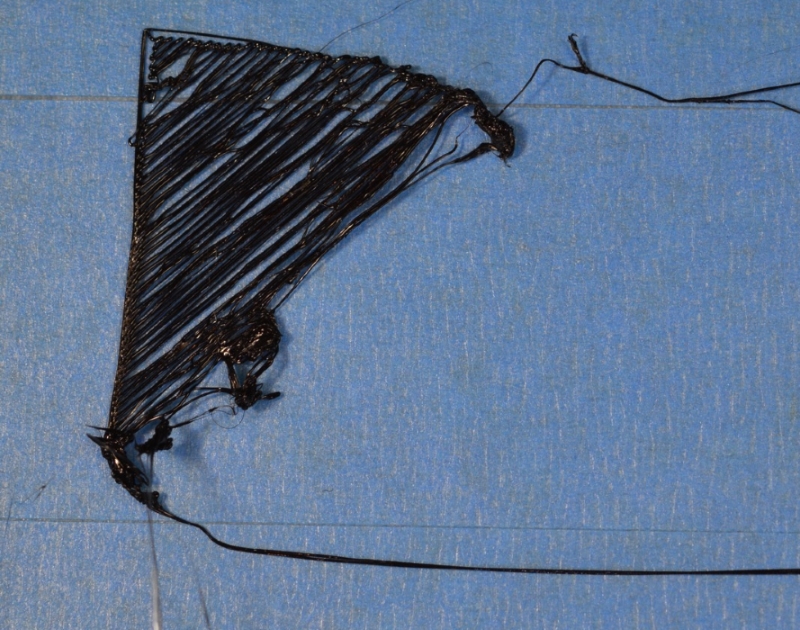
Основной и очень распространенной проблемой в настольной 3D-печати является обеспечение качественного адгезионного взаимодействия нижних слоев воспроизводимой модели с печатной платформой 3d принтера. Последствиями неудовлетворительной адгезии может являться: деламинация нижних слоев объекта, его сдвиг на платформе в процессе печати, отслаивание углов и к-л. частей отпечатка, искажение геометрических размеров. Это может стать критическим моментом при печати и если отсутствует хорошее сцепление основания модели с платформой 3d принтера, в большинстве случае процесс придется начинать заново, так что всегда тщательно контролируйте начало печати.

По своим параметрам и возможностям настольные 3D-принтеры существенно уступают FDM-установкам промышленного назначения. Они не имеют функции высокотемпературной стабилизации рабочей камеры, а термопластические материалы, используемые бытовыми принтерами, по характеристикам и свойствам намного уступают материалам, профессионального назначения. Все это приводит к тому, что при настольной 3D-печати могут наблюдаться деформация и отслоение нижних слоев моделей в следствии отсутствия возможности компенсирования внутренних напряжений воспроизводимой конструкции, вызванных быстрым наплавлением разогретой полимерной нити и моментальным ее охлаждением, низкой степенью адгезии между печатной платформой и основанием модели.
В настоящее время существует несколько методов и способов, с различной степенью эффективности, повышения адгезионного взаимодействия нижних слоев изготавливаемой конструкции с рабочей платформой 3D-принтера.
Одним из вариантов решений, с помощью которого пытаются решить проблему отслоения нижних слоев модели, является применение подогреваемых печатных платформ. Это дает хорошие результаты при изготовлении простых 3D-моделей, но когда печатается сложная конструкция (например, архитектурные макеты) с большой площадью основания, вопрос адгезии полностью не решается, так как внутреннее напряжение изделия остается высоким и вероятность отслоения нижних слоев и сдвиг на рабочем столе всей модели сохраняется. Кроме того, использование печатных платформ с подогревом связано с необходимостью дополнительного обеспечения пожарной и электробезопасности, резким повышением энергопотребления, а циклическая работа нагревательных элементов может вызвать деформацию рабочей поверхности печатной платформы. Поэтому, пользователи 3D-принтеров предпочитают использовать другие методы, обеспечивающие адгезию хорошего качества.
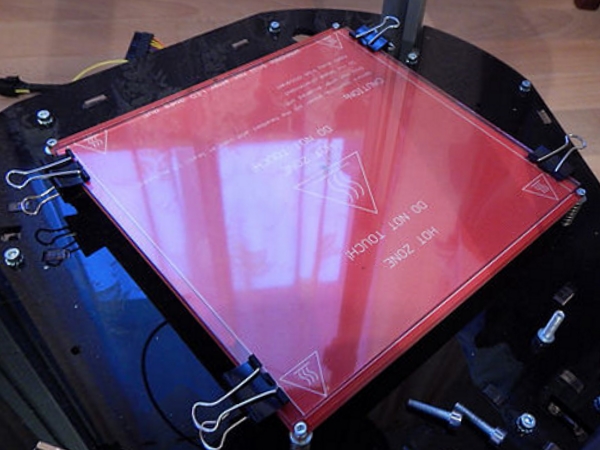
Именно такие способы (клей, различного вида, подложки, пленки) применяются для особой линейки принтеров, например, CubeX (от 3D Systems), Makerbot, BQ. В таких устройствах, в качестве рабочей части печатного стола, используется высокопрочное, каленое стекло, а подогрев платформы не предусмотрен. К положительным свойствам 3D-принтеров такого типа можно отнести отсутствие коробления рабочей поверхности и сохранение гладкой и ровной плоскости при длительной эксплуатации, съемная панель позволяет удобно снять готовую модель без физических деформаций. Есть возможность производить подготовительную обработку рабочей поверхности (очистка, промывка, нанесение необходимых компонентов), что позволяет использовать все известные методы повышения адгезии без ухудшения качества покрытия печатной платформы.
Перечислим какие материалы используют для изготовления столов (платформ) для 3d принтеров:
1. Алюминий — самый распространенный материал для производства платформ 3d принтеров. Прочный, легкий, недорогой, не деформируется при нагревании, но обладает большим коэффициентом теплового расширения. Для таких платформ необходимо покрытие ниже описанными адгезивами, в противном случае пластик не приклеится к поверхности.
2. Боросиликатное стекло — применяется для изготовления лабораторной посуды (пробирки, мензурки и т.д.). Очень удобный в использовании. Выдерживает большие температуры, не деформируясь, обладает очень малым коэффициентом теплового расширения. Требует покрытие адгезивами, для лучшего сцепления, но при сильном нагреве (более 100 град.) можно обойтись и без них. Перед использованием рекомендуется протереть спиртом, для удаления жирных пятен и пыли. Некоторые пользователи для улучшения адгезии шлифуют поверхность стекла абразивным щетками (кордщетки) в результате поверхность получается матовой.
3. Закаленное стекло. Аналогично борсиликатному, но может иметь неровную поверхность и внутри стекла сохраняется внутреннее напряжение, что может привести к растрескиванию. Его нельзя обрабатывать.
4. Зеркало - имеет те же свойства что и боросиликатное стекла, но есть плюсы, а именно очень быстро и равномерно нагревается и визуально можно оценить загрязненность поверхности. Боится высокой температуры, может треснуть. Продается в IKEA или строительном рынке.
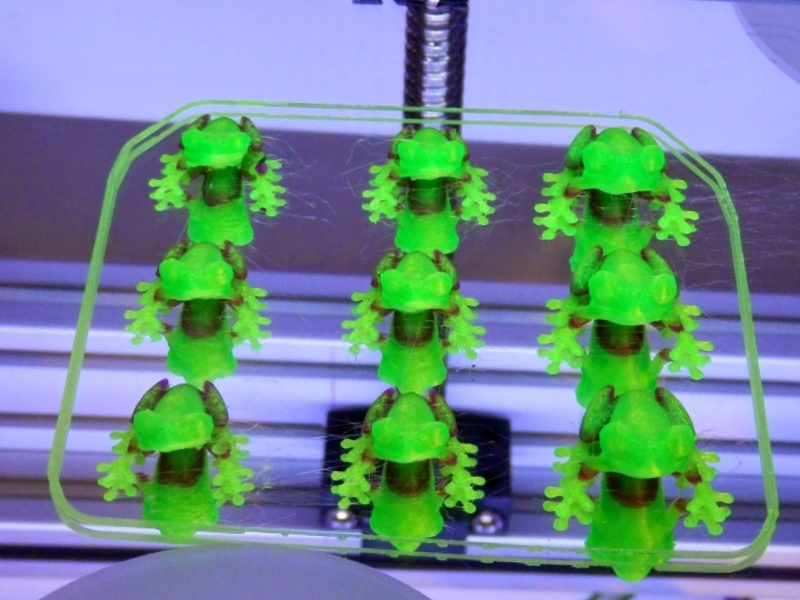
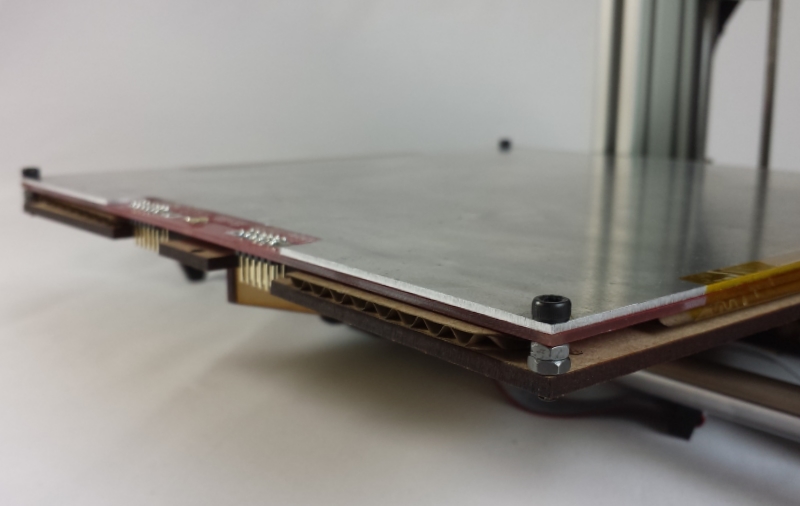
5. Ситалловое стекло (ситалл) - стеклокристаллический материал, полученные объёмной кристаллизацией стекол, применяется в основном в аэрокосмической промышленности, в быту практически не используется из-за этого труднодоступен. Разработан в СССР. По внешнему виду ситалл аналогичен боросиликатному стеклу, но имеет специфические свойства. Коэффициент теплового расширения еще ниже, прочность и адгезия выше. Может работать без нагрева и нанесения адгезивов, но для лучшего сцепления рекомендуется пользоваться этими методами (лак, клей, пиво) и поддерживать температуру не менее 50 град во время печати. После остывания и сужения пластика деталь отклеивается сама по себе. Для некоторых этот материал может стать просто находкой. Лучше всего печать с бримом (каймой).
 \
\
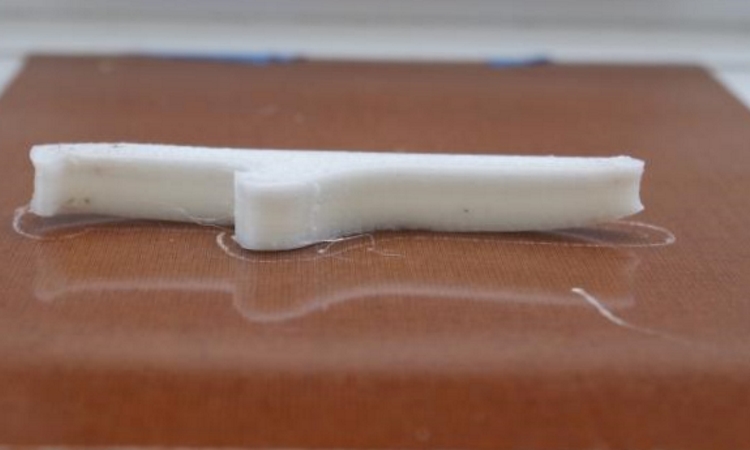
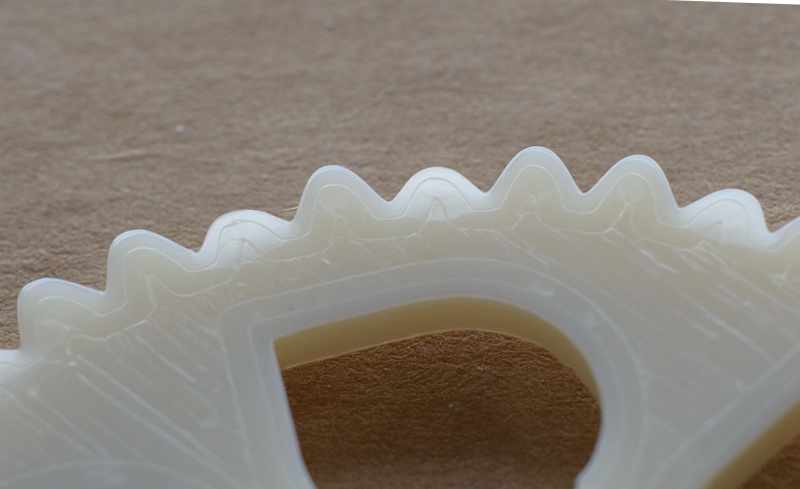
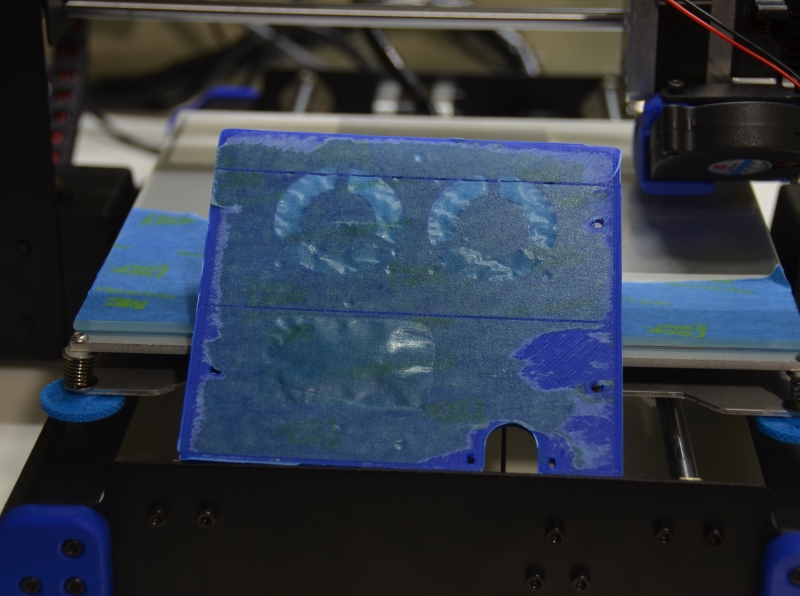
На изображении представлена поверхность первого слоя при печати на ситалловом стекле. Особенно удобно для печати шестеренок без брима (каймы).
Перед началом печать старайтесь всегда протирать платформу 3d принтера, для удаления жирных пятен и пыли. Это значительно улучшит адгезионные свойства поверхности, в противном случае, даже если вы нанесли материал для повышения сцепления, могут отслаиваться края или вся модель полностью. В качестве чистящего средства могут применяться: спиртовые салфетки для оргтехники, чистый спирт, водка, «мистер мускул» и др. вещества содержащие этиловый или изопропиловый спирт.
Первый слой рекомендуется печатать с минимальной скоростью например 30-50 мм/с и повышенной температурой, особенно это касается маленьких деталек.
Учитывайте термическое расширение. Термическое расширение это изменение размеров объекта при различных температурах. Разница температур между нижней и верхней частью отпечатка может привести к отслаиванию краев объекта во время 3D-печати. Это особено актуально для таких материалов, как ABS и других пластиков обладающих высоким коэффициентом теплового расширения, для печати которых в обязательном порядке требуются столы с подогревом. Нивелировать этот эффект возможно используя темрокамеру, которая сохраняет микроклимат внутри рабочей камеры 3D принтера поддерживая стабильную температуру и защищая от сквозняков во время печати. Для открытых 3D принтеров термокамеру можно сделать самостоятельно, либо купить, например от компании Creality для Ender 3

Если у вас 3D принтер типа Ulti Steel, Uni или Ultimaker, термокамеру возможно создать изготовив акриловые дверцы по бокам и купол сверху, а большинство 3D принтеров в ценой категории выше среднего типа Picaso 3D, Hercules и аналогичные поставляются закрытыми уже с завода.
На сегодняшний день, существует несколько основных и общепринятых путей повышения, до необходимого уровня, адгезионного взаимодействия поверхности печатной платформы с нижними слоями модели, при настольной 3D-печати, FDM-методом, используя ABS, PLA, PTEG, TPU, Flex, HIPS, PVA, SBS, SEBS, нейлон и другие пластики. Все, приведенные ниже, методы эффективны, как для работы с холодными рабочими поверхностями принтера, так и с обогреваемыми платформами.
1. Калибровка стола 3d принтера для увеличения площади соприкосновения первого слоя отпечатка
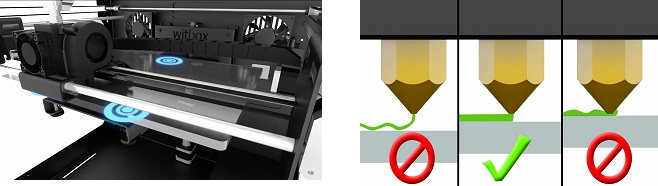
Тщательная технологическая подготовка к 3d печати позволит значительно улучшить качество выпускаемых изделий. Она заключается в точной калибровке стола 3d принтера, для увеличения площади соприкосновения первого слоя отпечатка со столом 3d принтера. Расстояние между соплом экструдера и платформой 3D принтера должна быть в половину толщины сопла.
2. Настройки слайсера
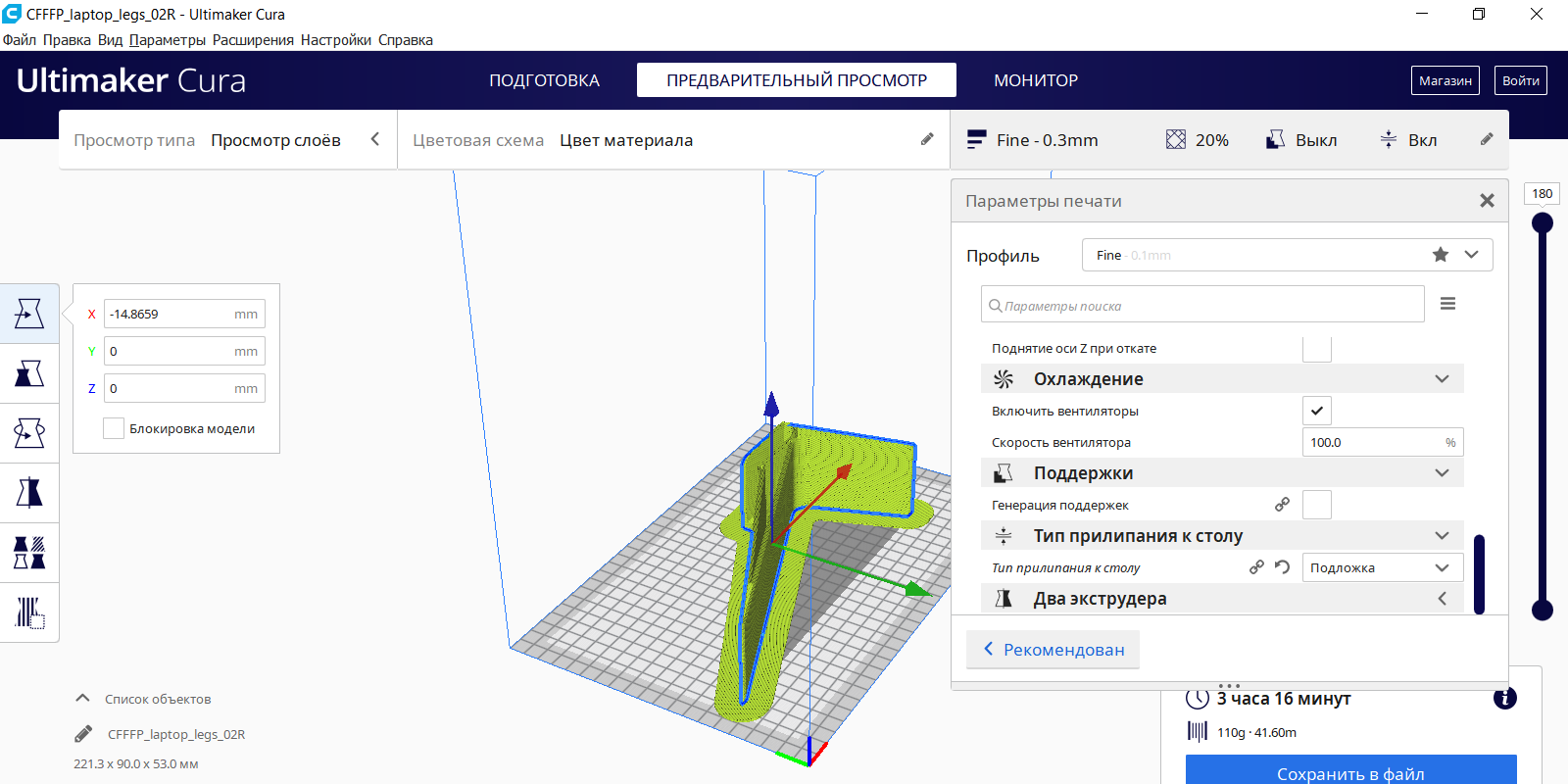
Ключевым шагом в обеспечении успешного прилипания первого слоя к столу 3D принтера является оптимизация настроек печати. Вот некоторые из наиболее полезных настроек:
- Температура стола и экструдера 3D принтера: эти настройки изменяют температуру, при которой ваш 3D-принтер печатает первый слой. Более высокая температура позволит пластику лучше плавиться и прилипнуть к столу и следующему слою модели, поэтому для печати первого слоя выбирайте максимальную температуру в зависимости от выбранного пластика.
- Высота первого слоя: этот параметр изменяет высоту вашего первого слоя. Более высокое значение смягчит влияние небольших ошибок. Обычно вы можете увеличить толщину примерно до 0,3 мм при диаметре сопла 0,4 мм.
- Скорость печати первого слоя: этот параметр изменяет скорость выдавливания пластика первого слоя. Более медленная печать даст пластику немного остыть и лучше схватиться с поверхностью стола 3D принтера. Рекомендуется около 30 мм/с.
- Вспомогательные средства для первого слоя: к ним относятся подложки, юбки и кайма. Это целенаправленное увеличение площади первого слоя, что дает значительно лучшее сцепление. Самый действенный метод.
2. Покрытие стола 3d принтера спреями-адгезивами, клеем, растворенным пластиком
Для создания небольших моделей, имеющих малую плоскость соприкосновения с печатной платформой, применяются аэрозольные спреи-адгезивы (например, Krylon®Easy-Tack или 3M Scotch-Weld 75, а также Tesa 60023 или UHU 3-in-1), обеспечивающие создание одноразовой пленки (наподобие скотча, с тонкодисперсным и клеевым слоем). Это покрытие, после каждого использования, нужно смывать с помощью особых растворителей (такие как, Tesa 60040 или 3M Cleaner Spray, а также Krylon®Adhesive Remover). К минусам применения такого метода стоит отнести то, что при изготовлении крупногабаритных моделей, клеящей силы аэрозоля будет недостаточно, для предотвращения сдвига модели или недопущения загибания ее углов. Кроме того, чистка поверхности рабочего стола специальными растворителями, со специфическим запахом и вредными испарениями, не дают возможность применять такой метод в учебных заведениях или офисах.

К аналогичному методу можно отнести покрытие платформы для печати собственным материалом. Т.е. предварительно растворив используемый пластик, например ABS в ацетоне наносим его на платформу 3d принтера кистью или губкой. Этот вариант дает отличные результаты, но и имеет свои минусы. Например: стойкий, сильный неприятный запах как при нанесении так и при печати, ввиду испарения ацетона и нагревания самого пластика, очень сильное сцепление с платформой, в прямом смысле нужны «сильные руки» и без острого ножа не обойтись, при демонтаже можно повредить готовый отпечаток или саму поверхность для печати, необходимость каждый раз обновлять покрытие, трудоемкая очистка платформы 3d принтера.


Самым простым и отличным вариантом может служить обычный твердый клей карандаш. Если два типа таких клеев — на основе ПВП (поливинилпирролидон (Е1201)) и ПВА (поливинилацетат). Лучшим для 3d печати является клей на основе ПВП. Производители за частую не пишут состав, одни из них Silwerhof, UltraStick, CENTRUM, Erich krause extra, Каляка Маляка (ПВА). Дает неплохие результаты, на нагретой стеклянной платформе. Наносить рекомендуется на холодную поверхность и нагревать поверхность только после высыхания. Хватает на несколько циклов печати. После печати и остывания платформы, без танцев с бубном, модель быстро демонтируется. Поверхность легко промывается под струей воды. Для лучшего сцепления можно прыснуть лаком. Этот метод подходит для всех типов пластиков. Стоит отметить, ПВП (поливинилпирролидон (Е1201), повидон) хорошо растворим в изопропиловом спирте, что дает возможность изготавливать спреи адгезивы самостоятельно.
Ещё один способ, так сказать дедовский, обработка обычным алкогольным пивом. Губкой или кистью наносим пиво на платформу, даем высохнуть без подогрева, затем начинаем печать. Здесь то же для лучшего сцепления рекомендуется прыснуть лаком.
Самые лучшие практические результаты при настольной 3D-печати дает аэрозольный лак. Конкретно, Lac Impresion 3D, итальянского производства, фирмы Nelly, который обеспечивает 100% адгезию нижних слоев модели и печатной платформы, при 3D-печати с использованием таких рабочих материалов, как ABS и PLA пластик, Nylon-наполнитель. Нужно отметить, что фирма Nelly известна в нашей стране как производитель косметических средств, но отличные результаты экспериментов и опытных испытаний различных химических смесей и составов специалистами компании позволили создать такое эффективное и действенное вещество, как «3DLac — Leon 3D». Этот лак производится фирмой Belloch Laboratory в Испании, но, к сожалению, его нет в продаже на прилавках магазинов России, однако существует 100% его аналог, в виде лака для волос «Nelly». Он имеет такую же формулу химического соединения, однако, при относительной дешевизне и высокой эффективности, приходиться смириться с парфюмерным запахом, который, кстати, быстро улетучивается. Неплохие результаты дает еще Taft с мегафиксацией 5 звезд или Три погоды с технологией микро-распыления. Во время распрыскивания соблюдайте осторожность, обязательно закрывайте все механизмы 3d принтера в противном случае он может выйти из строя.


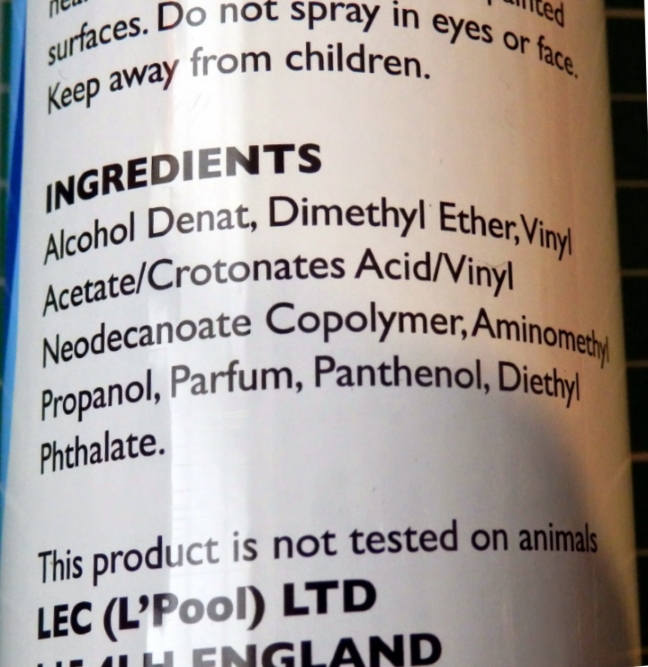
Что касается лаков для волос, то некоторые из них действительно очень эффективно обеспечивают адгезию при 3D-печати, но после анализа и тестирования многих их видов, был сделан вывод, что только лак Nelly максимально качественно выполняет функции адгезионного средства. При выборе лака обязательно читайте состав, основные составляющие которые обеспечивают сцепление это — сополимер винил ацетата, кротоновой кислоты, винил неодеканоата.

Стоит отметить несколько положительных моментов применения лака Nelly:
— использование такого средства позволяет воспроизводить на настольном 3D-принтере конструкции любой сложности и размеров, от небольших моделей с простой структурой, до крупногабаритных конструкций со сложным рельефом и большой площадью основания;
— в состав этого лака включены термостабилизирующие вещества, позволяющие применять Nelly, как для принтеров с холодными печатными платформами, так и для платформ с подогревом;
· — лак легко наносится на поверхность дисперсной струей и образует на рабочей поверхности тончайшую пленку, которая обеспечивает устойчивую адгезию с полимерными материалами любого типа;
— после использования лака при 3D-печати, на основании модели будет сформирована гладкая и глянцевая поверхность, а отделить изделие от печатной платформы не составит труда под непродолжительным воздействием теплой воды;
— по соотношению цена/качество это средство превосходит все известные методы повышения адгезии, от каптоновых лент и голубых скотчей, до клейких пленок и спреев.
3. Покрытие платформы 3d принтера термостойкими лентами, скотчами, бумагой, и различными пленками (каптон, полиэстер).
Особенно актуально для PTEG, TPU и подобных, т.к. они обладают высокой адгезией к поверхности и могут на мертво прилипнуть к столу если использовать лак или клей.

Использование малярных термостойких лент 3M Scotch-Blue 2090 (производства США) и Tesa 4323 (Германской компании) дает хорошие результаты, только если для изготовления и распечатки были выбраны малые, негабаритные модели, с небольшой площадью основания. Не стоит обращать внимание на широкую рекламу «голубой ленты», которая «сможет решить все ваши проблемы». Нужно учитывать, что (по результатам испытаний и отзывам пользователей) есть многочисленные случаи прилипания такой ленты к основанию модели, без возможности удаления их участков внедрения, что приводит к повреждению первоначальной формы модели и загибанию углов плоскости основания изделия. Голубой скотч больше всего подходит для PLA-пластика. Перед печатью рекомендуется протереть поверхность влажной алкогольной салфеткой или губкой, для удаления пыли и жирных пятен. Хватает по некоторым оценкам от 1 до 10 изделий, т.к. сильно прилипает к модели и часто отрывается, но к счастью можно клеить фрагментами. Поверхность прилегающая к скотчу получается не ровной, остается рельеф стыков скотча. Не требователен к калибровке. После удаления с платформы остается трудноудаляемый клей. Можно использовать без подогрева стола.
Самоклеящаяся термостойкая бумага. Этот материал очень популярен в Китае, т.к. доступен и дешев, в России посложнее, пока не распространен. По своим свойствам аналогична «голубому скотчу». Плюс в том что продается большими листами и может быть наклеена на платформу без стыков. Перед печатью рекомендуется протереть спиртом, для быстрого удаления модели то же смачиваем спиртом.
Особое внимание, для достижения максимального адгезионного взаимодействия нижних слоев, воспроизводимой модели, с печатной платформой принтера, следует уделить подложкам из пленочных материалов. На данный момент существует несколько их видов:
1. Широко применяется полиэстеровые термостойкие пленки с односторонним нанесением слоя клея на полиэфирной основе, например, 3M IJ25-20R или Lomond Laser Film, которая клеится липкой стороной к рабочей части платформы 3D-принтера, а матовая сторона, при печати, дает возможность отлично прилипать горячей пластиковой нити и не позволяет нижнему слою сворачиваться. К недостатку можно отнести то, что иногда при съеме изделия могут оставаться следы от бумажной основы пленки, которые трудноудаляемые и портят эстетичный вид модели. Дает лучший результат чем каптон.



2. Покрытие, пленочного типа, с двусторонним клеевым слоем полиэфирного типа, используются такие виды, как Orabond 1334 или Tesafix 4917, а также LG 5000 и Poli-fix 345. Отличается способностью выдерживать нагрузку внутреннего напряжения малогабаритных и среднегабаритных конструкций, но при печати крупногабаритных конструкций, с большой площадью основания, возможны сдвиги модели или отслоение краев нижних слоев.
3. Пленка PEI (полиэфирамид) или PEX (сшитый плиэтилен). Являются термостойкими материалами, начинают размягчаться при температуре 240 град. В нагретом состоянии хорошо связываются с первых слоем модели, при остывании связи разрушаются, что дает возможность с легкостью удалить готовый отпечаток. Широко используются в магнитных подложках, так и отдельно.
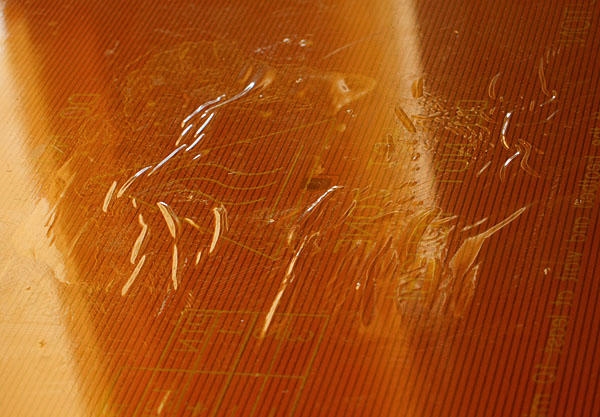
4. Полиимидная пленка (kapton) получила широкое применение при использовании принтеров с платформами, имеющими нагревательные элементы, по принципу изготовления и применения ее называют «каптоновый скотч». При нанесении и использовании стоит особое внимание уделить образованию пузырей под пленкой. Перед нанесением протрите платформу спиртом для удаления пыли и жирным пятен и наносите постепенно выдавливая воздух из под пленки. Хватает на 15-20 изделий, после удаления пленки последует долгая и утомительная очистка платформы. Если стол откалиброван неправильно, пленка может быть задрана нагретым соплом, т.к. легко рвется особенно в нагретом состоянии. Перед печатью рекомендуется протереть, нанесенный каптон, спиртовой салфеткой для лучшей адгезии. Так же можно опрыскать лаком или пивом. Не рекомендуется на долго оставлять напечатанную деталь на каптоне — сразу удалить, а во время печати поддерживать температуру не менее 50 град., т.к. он может сморщиться, что приведет к образованию пузырей под пленкой. В продаже существуют как токие катушки, так и широкие которые можно наклеит за один раз на весь стол. Рекомендуется печатать с бримом (каймой). Плохо работает с ABS и другими пластиками с большой усадкой.

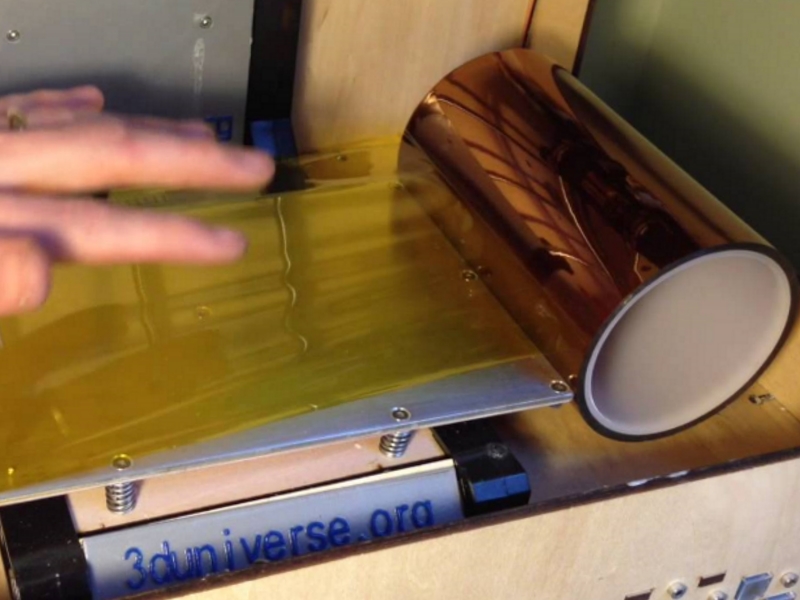

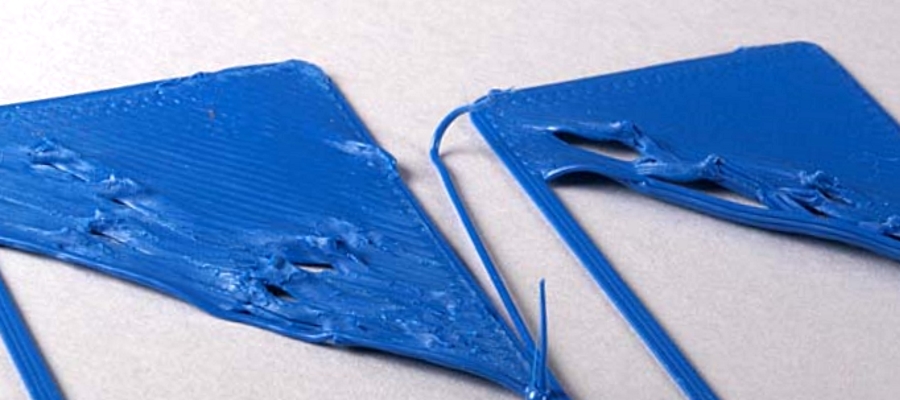
Если надолго оставить распечатанную 3d модель на каптоне, после удаления останутся растяжки и пузыри:
Подложки из полимерного материала предназначены для наклеивания на стеклянную основу и имеют термостойкий верхний слой, применяются для изготовления моделей с небольшими габаритами и простой конструкцией
Все перечисленные способы повышения адгезионного взаимодействия печатной платформы с нижними слоями 3D-модели позволяют достичь определенных результатов, каждому пользователю может подойти и понравиться тот или иной вариант. Так же возможно использование несколько вариантов в одном.
4. Магнитные подложки и коврики для столов 3D принтеров

На данный момент существует множество производителей как в Китае так и по всему миру. Обычно состоят из двух частей, магнитного основания которое крепиться с помощью двойного скотча на нагревательный стол и магнитной поверхности (подложки), которое в свою очередь может состоять из стального лист, полимеров с добавлением порошков ферромагнетиков или других материалов способных магнититься к основанию с нанесенным, либо приклеенным, в виде пленки на ее поверхностью, полимеров PEI, PEX или пористых полиуретанов. Наиболее известные производители: Creality, производят подложки нескольких марок подходящих для 3D принтеров Ender, стандартные для PLA и других пластиков с низкой усадкой, так и для ABS и пластиков с высокой усадкой и рабочей температурой стола 3D принтера, подложки на основе PEI (полиэфиримид). Еще есть BuildTak FlexPlate, Easy-Peelzy, Wham Bam, Ziflex, Anycubic. Принципе работы у них одинаковый, покрытие обычно используется либо PEI (полиэфиримид), либо PEX (сшитый полиэтилен), поверхность может быть как гладкая (пленка), так и текстурированная (нанесенный сверху подложки порошок полимера и запеченный в печи). Минусом таких покрытий может быть: цена, быстрый износ, высокий риск повреждения соплом и инструментами для снятия отпечатков, негативное воздействие высокой температуры (свыше 80 град.) с образование пузырей под подложкой, падение магнитной силы при повышении температуры выше 80 град, подходят не для всех типов пластиков, особенно нужно обратить внимание на пластики требующие высокой температуры стола 3D принтера и имеющие большую усадку.
Для таких покрытий не применяются клеи, лаки и другие вещества улучшающие адгезию, достаточно будет перед печатью протирать поверхность изопропиловым спиртом, что бы обезжирить поверхность.