Дефекты 3D печати на фотополимерных 3D принтерах SLA и DLP. Причины и решение проблем
Во время 3D печати на SLA и DLP 3D принтерах могут возникнуть разные дефекты на готовых отпечатках. В этой статье разберемся, как возникают проблемы и как их устранить.
Основание 3D модели имеет недостаточно сцепление с платформой для 3D печати
В этом случае на определеном этапе печати, в т.ч. по причине увеличения массы, 3D модель просто отклеится от рабочей поверхности и придется начинать печать заново.
- Наиболее частой причиной этого является загрязнение рабочей поверхности остатками отверждённого фотополимера от предыдущей печати. Перед началом работы старайтесь проверять наличие твердых остатков смолы и при необходимости очищать поверхность.
- Царапины, помутнения резервуара для фотополимера, вследствие плохой проходимости лазерного луча, фотополимер не до конца набирает необходимую твердость. Так же могут появиться от механического воздействия твердыми предметами или оставаться от воздействия лазерного излучения. Перед началом работы проверяйте наличие дефектов или загрязнений на поверхности резервуара. При необходимости модель можно перенести в ту часть пространства где отсутствуют дефекты или загрязнения.
- Если фотополимер содержит какие-либо пигменты, перед началом работы обязательно перемешивайте и процеживайте содержимое, что бы избежать наличие отвердевшей смолы и сгустков пигмента которых не видно при осмотре.
- Малая площадь подложки 3D модели, что просто не обеспечивает надежного сцепления
- Чрезмерное расстояние между платформой для печати и эластичным слоем или гибкой пленкой в резервуаре для смолы.
Устранение дефекта:
Создавайте опоры и подложки для 3D модели в слайсере. Печать с подложкой помогает моделям лучше прилипать к платформе сборки.
Во время печати проверяйте, не оторвался ли принт в начале печати.
Проверьте модель в слайсере на наличие проблем с ориентацией: Расположите модель так, чтобы площадь поверхности, соприкасающаяся с платформой сборки, не была слишком маленькой и была пропорционально вашей детали. При использовании плота ориентируйте свою часть под наклоном, что является рекомендуемой практикой. При печати без подложки убедитесь, что деталь имеет большую плоскую сторону, непосредственно контактирующую с платформой для печати. При печати на Form 2 убедитесь, что детали ориентированы так, чтобы их самая длинная сторона была параллельна передней части принтера. Детали, ориентированные таким образом, могут лучше сопротивляться боковым силам от процесса отслаивания.
Проверьте резервуар для смолы: любое повреждение, мусор, пыль и отпечатки пальцев в резервуаре для смолы или на нем могут локально рассеивать луч лазера, препятствуя отверждению смолы. Осмотрите внутреннюю и нижнюю часть на наличие грязи, пыли и/или отпечатков пальцев. Для достижения наилучших результатов печати дно резервуара должно быть идеально чистым.
Проверьте стекло 3D принтера: любое загрязнение, пыль или мусор на оптических поверхностях принтера могут привести к рассеиванию или ослаблению лазерного излучения, что приведет к сбою печати.
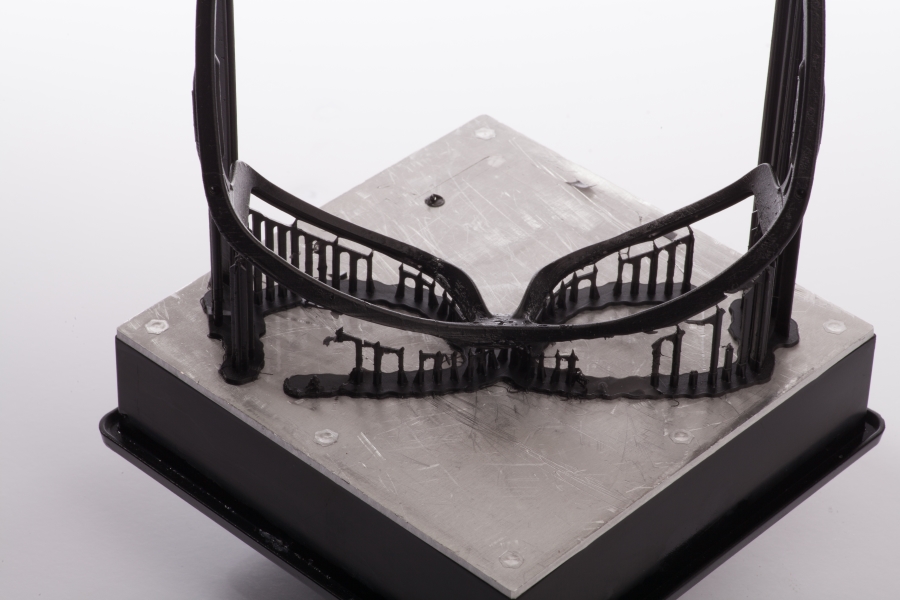
«Силуэт подложки». Только первые слои модели печатаются и прилипают к платформе 3D печати, остальная часть либо отсутствует, либо отвержденная смола скапливается на дне резервуара.

Такой дефект обычно вызван загрязнением оптической поверхности, которое размывает или ослабляет лазерный луч до того, как он достигнет смолы.
Первые слои отпечатка подвергаются дополнительному лазерному отверждению, поэтому эти слои могут успешно отверждаться, даже если загрязнение или помутнение ослабляют действие лазера. Дальнейшие слои могут не затвердеть частично или полностью.
Любой из следующих факторов или их комбинация могут размыть или ослабить лазерный луч:
- Мусор/помутнение/повреждение на резервуаре для смолы
- Загрязненные оптические поверхности: Акриловое стекло резервуара для смолы, Гибкая пленка, стеклянное оптическое окно на 3D принтере, главное зеркало для на лазерных 3D принтерах
Устранение дефекта:
Убедитесь, что ваша прошивка и версии PreForm обновлены до последней версии.
- Проверьте резервуар для смолы: любое повреждение, мусор, пыль и отпечатки пальцев в резервуаре для смолы или на нем могут локально рассеивать луч лазера, препятствуя отверждению смолы. Осмотрите внутреннюю и нижнюю часть на наличие грязи, пыли и/или отпечатков пальцев. Для достижения наилучших результатов печати дно резервуара должно быть идеально чистым.
- Отфильтруйте смолу, чтобы удалить любые загрязнения или отвержденную смолу.
- Если вы используете Resin Tank LT, пропустите этот шаг. Осмотрите эластичный слой стандартного резервуара со смолой на предмет помутнения. Сильное помутнение означает необходимость замены стандартного бака со смолой.
- Осмотрите окно акрилового резервуара на нижней стороне резервуара для смолы на наличие грязи, пыли, отвержденной смолы или отпечатков пальцев.
- Осмотрите нижнюю сторону гибкой пленки на наличие грязи, пыли или отпечатков пальцев. Очистите его с помощью рекомендуемых шагов и расходных материалов
- Проверьте оптическое окно: любое загрязнение, пыль или мусор на оптических поверхностях принтера могут привести к рассеиванию или ослаблению лазерного излучения, что приведет к сбою печати.
- Проверьте главное зеркало:

Главное зеркало 3D принтера Form 2
Деламинация, расслоение отпечатка 3D модели

«Расслоение» описывает дефект печати, при котором отвержденные слои отпечатка отделяются друг от друга. Отслоение может произойти на любом типе 3D-принтера, хотя причины уникальны для каждого процесса печати.
Любой из следующих факторов или их комбинация могут вызвать расслаивание отпечатков:
- Проблемы с ориентацией модели, компоновкой или поддержкой
- Печать, приостановленная на час или более
- Старый резервуар для смолы
- Платформа для свободной сборки
- Загрязненные оптические поверхности
Устранение дефекта:
- Проверьте модель в PreForm: Боковые силы, воздействующие на деталь во время печати (например, тянущее или скользящее движение в процессе отслаивания), могут нарушить молекулярную связь между слоями и разделить их. Такое разделение происходит по двум причинам: Деталь имеет значительное изменение площади поверхности между последующими слоями. Слои с большой площадью поверхности лучше противостоят силам печати, чем слои с малой площадью поверхности, поэтому больший по площади слой может отделиться от меньшего во время печати. Переориентируйте деталь в PreForm, чтобы уменьшить разницу в площади поверхности между соседними слоями. Секции детали свободно висят или не имеют необходимых поддержек. В PreForm обратите внимание на области, заштрихованные красным и добавьте к этим областям опоры.
- Проверьте наличие пауз в печати: длительные паузы во время печати могут привести к расслаиванию после возобновления печати.
- Проверьте резервуар для смолы и оптическое окно 3D принтера
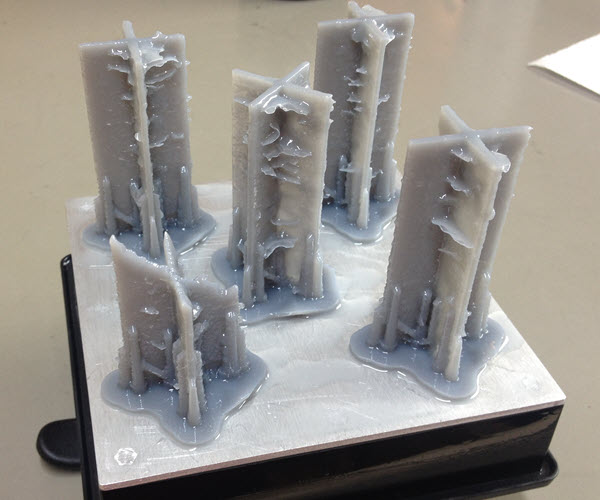
Риггинг
Это дефект печати, при котором отвержденная или частично отвержденная смола образует тонкие, похожие на полки структуры, которые горизонтально свисают с отпечатка. Эти структуры, также называемые, могут отделяться от детали во время печати, плавая в резервуаре для смолы, они могут блокировать путь лазера и вызывать сбои при печати на последующих слоях
Причины и способы решения:
- Ошибки при формировании слоев в gcode. Это происходит из-за отклонений в полигональной сетке. stl или. obj файлах или некорректной ориентации 3d модели в плоскости XYZ. Исправьте файл для печати и при необходимости поменяйте ориентацию 3д-модели.
- Дефекты или загрязнения резервуара для фотополимера
- Образование пыли или загрязнений на зеркалах гальванометра направляющего лазерный луч 3D принтера
- Истечение срока годности фотополимера для 3D печати
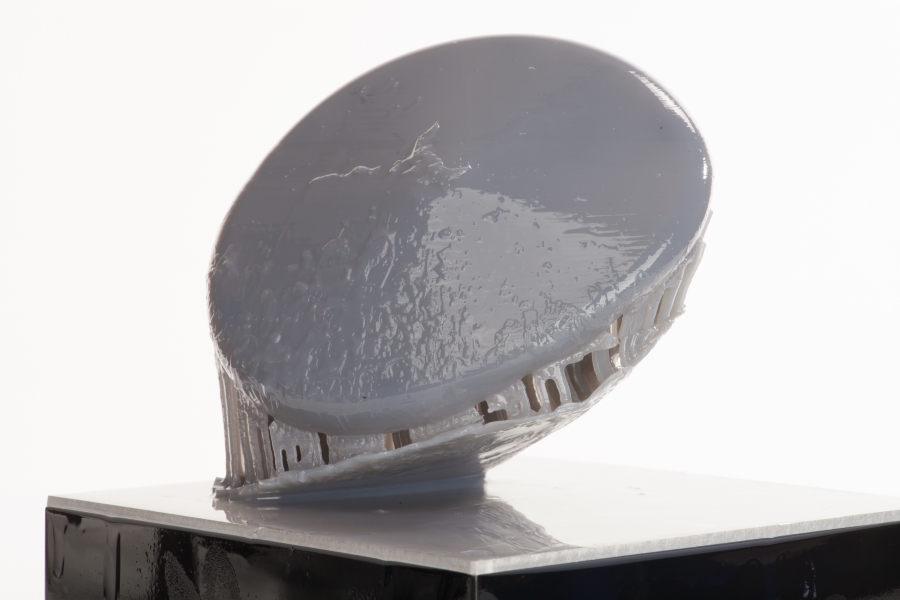
Прогиб и растрескивание стенок отпечатка

Это происходит, когда полая или выпуклая часть детали захватывает воздух во время печати, по мере того, как платформа подымается над дном резервуара и во время процесса очистки. Это создает перепад давления. Если стенки тонкие, не выдерживают давление, прогибаются или трескаются. В зависимости от места разрыва, дальнейшая 3D печать потенциально может продолжаться без каких либо проблем.
Все зависит от типа смолы, размера модели, формы и толщины стенки. Учитывайте что, маленькие модели или с более толстыми стенками могут успешно печататься. Рекомендуется добавить дренажное отверстие и сориентировать модель в PreForm, чтобы свести к минимуму этот дефект.
Любой из следующих факторов или их комбинация могут вызвать появление этого дефекта на отпечатках:
- Отсутствие дренажных отверстий в полых или выпуклых частях модели
- Проблемы с ориентацией модели
Действия по устранению неполадок
- Включите «Показать пустоты» и проверьте модель с помощью инструмента «Слайсер» или добавьте дренажное отверстие.
Отсутствие необходимых поддержек или их деформация
Рекомендуемое минимальное значение высоты поддерживающей структуры 5 мм, а минимальный угол нависания от 60 до 0 град., в настройках печати эту цифру можно корректировать.
Поддержки отделяются от детали. Причина может быть в том, что кончики поддержек слишком тонкие или их кол-во было недостаточно. В настройках печати можно задать необходимые параметры, что бы этого не происходило. Для устраниея этй проблемы:
- Увеличьте размер точки соприкосновения поддержки с деталью
- Увеличьте кол-во поддержек
- Если в к-л. проблемных местах отсутствуют поддержи добавьте их вручную
- Задайте корректную ориентацию 3d модели в плоскости XYZ
Отверстия, пропуски, пустоты и трещины в готовой 3D модели

Причины и способы решения:
- Ошибки при формировании слоев в gcode. Это происходит из-за отклонений в полигональной сетке. stl или. obj файлах или некорректной ориентации 3d модели в плоскости XYZ. Исправьте файл для печати и при необходимости поменяйте ориентацию 3д-модели.
- Дефекты или загрязнения резервуара для фотополимера
- Образование пыли или загрязнений на зеркалах гальванометра направляющего лазерный луч 3D принтера
- Истечение срока годности фотополимера для 3D печати
Дефекты на поверхности детали — пропуски, неровности, выпуклости, впадины


Основная причина это различные загрязнения на пути лазерного луча.
- Загрязнение резервуара для фотополимера. Обратите внимание на нижнюю поверхность поддона, убедитесь что она не деформирована и не запачкана жиром. При необходимости обработайте изопропиловым спиртом.
- Загрязнение направляющего зеркала для лазер. Если вы хотите его очистить делайте это максимально осторожно, любое смещение зеркала от заводских настроек приведет к некорректной работе 3D принтера и необходимости трудоёмкой калибровки.
- Перед началом печати перемешайте фотополимер и удалите твердые загрязнения.
- Истечение срока годности смолы для 3D печати
Не соответствие размеров компьютерной 3D модели и напечатанной
- Набухание 3D модели при очистке изопропиловым спиртом может незначительно изменить реальный размер, если её передержать. Рекомендуемое время выдержки напечатанной детали не более 10 мин.
- Перекос, растяжение, сужение напечатанной 3D модели из-за разюстировки оптической системы. В этом случае потребуется калибровка 3D принтера
Напечатанная 3D модель имеет низкую твердость
Причина: потеря мощность излучения из-за различных загрязнений и дефектов на пути лазерного луча
Если жидкий фотополимер имеет недостаточную температуру, во время 3D печати
Как и в случае с некоторыми филаментами для 3D печати FDM, температура окружающей среды может играть большую роль в конечном результате. Если ваша смола слишком холодная, она будет нестабильно схватываться, что приведет к пропускам и плохой адгезией к платформе 3D принтера. Для некоторых смол может потребоваться температура 25-30 градусов по Цельсию.
Для решения проблемы производите печать в помещении с соответствующей температурой или приобретите оборудование для нагрева фотополимеров 3D принтера, можно даже использовать вентилятор с подгревом.